Formwork
What is Laminated Veneer Lumber and its Advantages

Feb
Table of contents
Only a select few timber products are quite as strong as Laminated Veneer Lumber (LVL). But what is LVL timber, and why is it so popular?
Laminated Veneer Lumber (or LVL timber) is a high-strength engineered wood product used in construction. The timber uses thin veneer sheets layered together and heavy-duty adhesive for high-pressure bonding.
LVL is a cost-effective material, and its strength is comparable to concrete and steel. Other variations of LVL include laminated strand and parallel strand timber.
The idea of engineering the first timber planks began as early as the 1940s. Arthur Troutner was serving as a mechanic during WW2 and saw first-hand the US timber shortage. Troutner left the army to attend university and become an architect.
Troutner became interested in combining wood and other raw materials to create a stronger product through more efficient manufacturing. The Truss Joist was the solution; yet, there was still significant wastage. By 1971, Troutner had a prototype of the first laminate timber on the market. The innovative timber was 2.5 times stronger than sawn lumber by using glue instead of lignin.
How is LVL Manufactured
The manufacturing process of laminated veneer lumber is efficient, generating the least amount of wastage possible. The journey begins at large timber plantations where trees are logged for shipping to the manufacturing plant. Timber choices in Australia, New Zealand, and Asia include Radiata Pine and Rubberwood.
Upon arrival at the plant, scans for metal debris begin before logs go into storage. The timber is then fed into the feedstock bin and, later, the production line.
Logs start on the line with debarking and steaming with hot water, making it easier for peeling. Up next is individual scanning to calculate the largest recoverable amount of high strength timber.
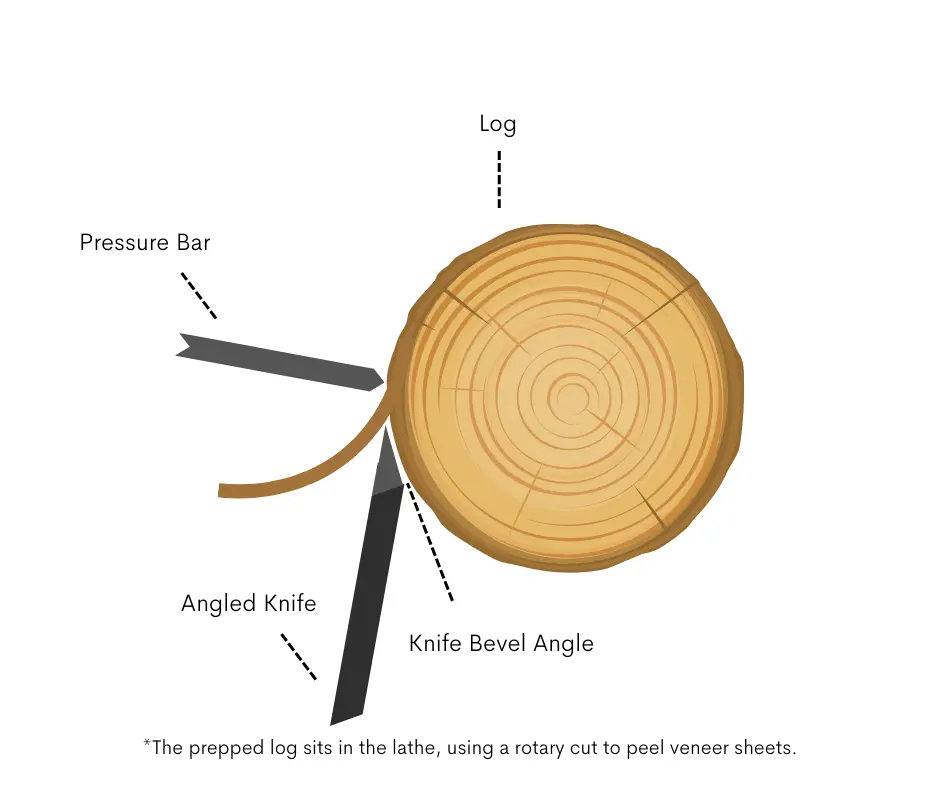
The veneer sheets are ready for production. Logs fit into complex machinery known as a lathe for veneer peeling as seen in Figure 1. The lathe operates by rotating timber and carving it into veneer sheets at the same time using a rotary cut. A pressure bar holds the veneer sheet, applying pressure while an angled knife sits below to create the peeling effect. The knife and pressure bar combination prevents cracks and ensures identical thickness throughout.
The efficient setup utilises all high strength timber available and can use logs of any size, further minimising wastage. The lathe discharges the leftover core elsewhere for use on low-value products. Veneers are now ready to move to the next phase.
Clipping is possibly the most important step in LVL manufacturing. It involves slicing veneer sheets into sections for easier transport & processing. Its importance comes from random defects in the veneer. Any defects disappear during assembly due to their random distribution. The result is a more structurally consistent timber.
After clipping, computers scan for moisture content in each sheet. Analysing each one allows the production line to adjust the time they spend in the dryer. Automated machines arrange inventory into strength and thickness categories to streamline future processes.
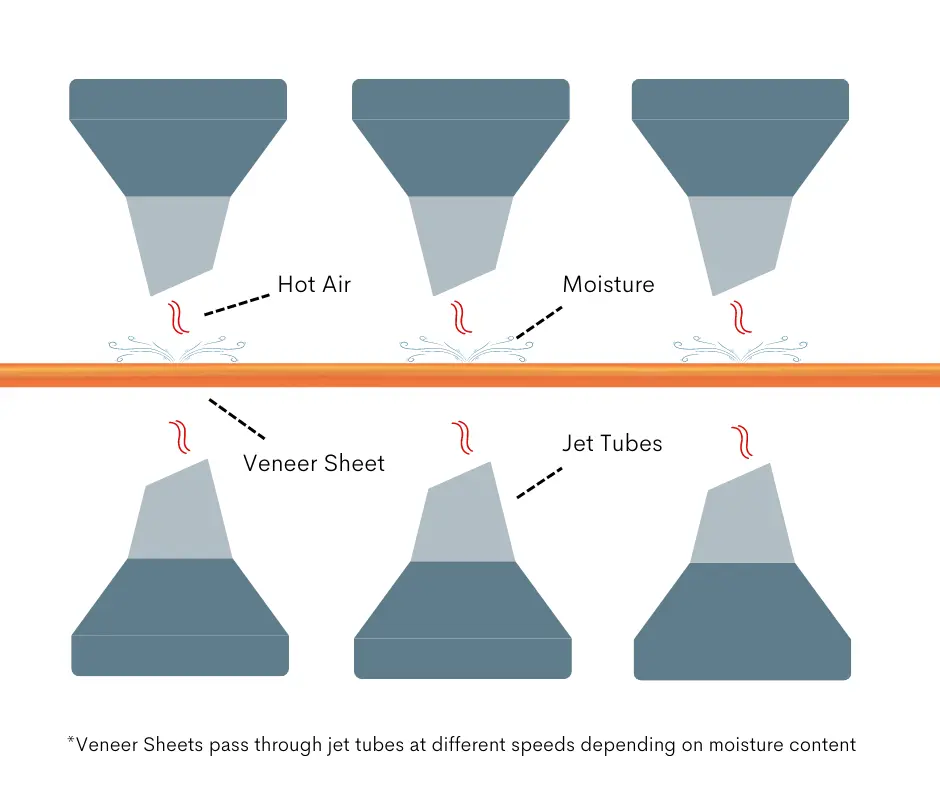
Timber cuts commonly have a moisture content of 30%, shown by their soft texture and flexibility. Veneer passes onto a treadmill where hot air funnels through jet tubes to heat the sheets as seen in Figure 2. Upon completion, only 10 to 6% of moisture remains. Sensors determine the sheets’ final grade, relative to moisture, strength, and structural properties.
Finally, the laminated veneer lumber is ready for assembly. A machine cuts a sheet’s shorter edges at a mitre to bond layers together into a flat surface. Veneer sheets then run under a glue curtain, glazing the top layer with the heavy-duty adhesive known as phenol-formaldehyde.
The adhesive gives LVL a waterproof bond. Computers scan veneers again to ensure each has an adequate glue spread to prepare for the press. The glue acts to provide the wood with a waterproof bond.
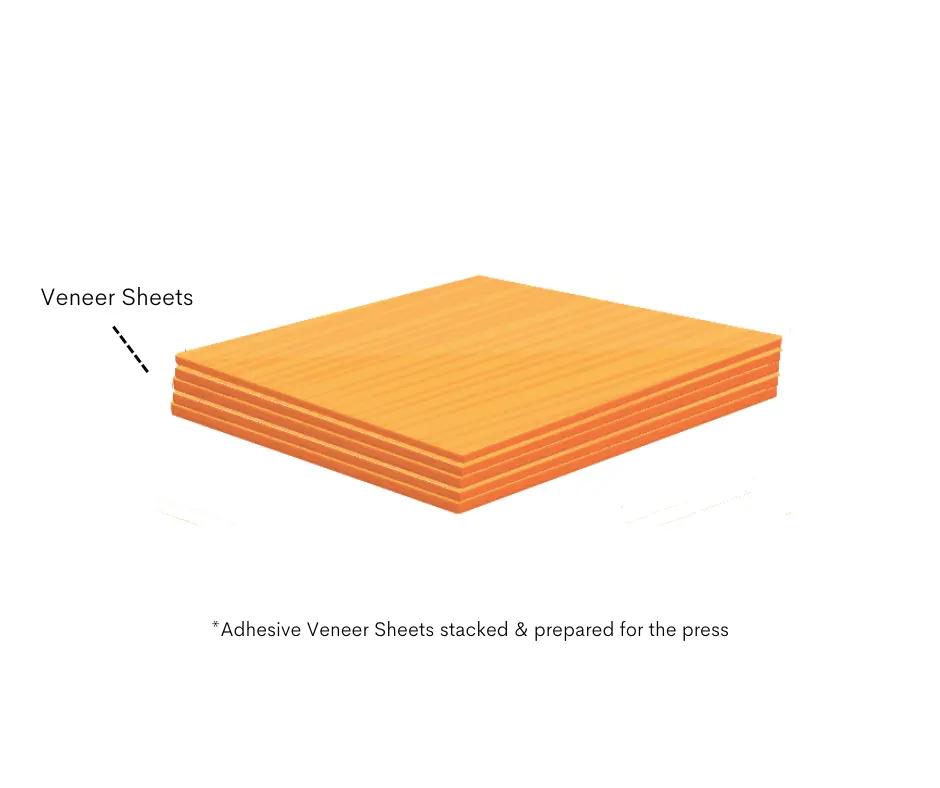
All that’s left is to assemble and cut the product. Figure 3 displays how machinery lay up the veneer on the line to create a thick, continuous billet. With the billets stacked, the cold press begins and air pockets are removed. While the individual sheets are attached, the billet requires a final hot press. The billet achieves structural adhesion under immense pressure and heat reaching 232 degrees Celcius.
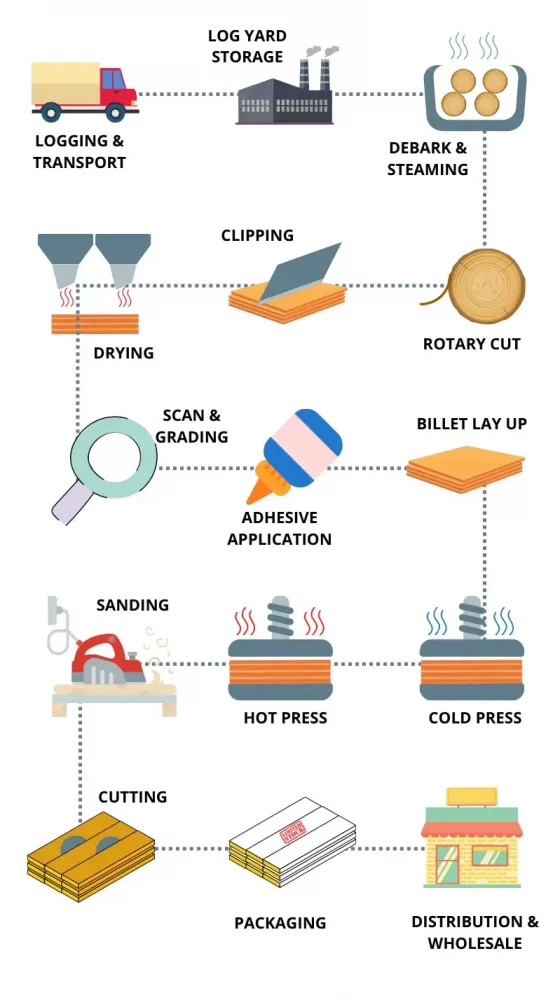
The billet is ready and completes the final phase of the production line where it is cut into LVL products, packaged, and ready to ship. Factory personnel run tests to ensure the LVL beams meet industry standards and specifications. Figure 4 demonstrates the entire process.
LVL Wood Applications
The manufacturing process and strength of laminated veneer lumber make it extremely versatile. But what is LVL Timber used for? In residential and commercial projects, personnel use LVL for:
- Roof beams;
- Trusses;
- Studs; and
- Timber planks on scaffolding.
It is also practical in formwork solutions including:
- Bearers;
- Walers; and
- Soldiers.
The variety of applications is why laminated veneer is growing in popularity.
Advantages
There are an overwhelming number of advantages to using laminated veneer lumber. It remains one of the strongest and best-performing construction wood materials on the market. In addition, the strength of lvl makes it appropriate for multiple applications on-site.
LVL is compatible with other engineered wood products including CLT panels, glulam beams, and I-Joists.
The rotary cut means the length of planks is not restricted to the length of the log, and so a variety of sizes are available. This manufacturing process is efficient, generating a high volume of timber per single log. The outcome is sustainable and low-cost timber for the general public.
LVL timber is also fire resistant with its high density meaning only the outer layer chars. It is another barrier of protection to inner layers whilst the strength is retained. This buys valuable time in the event of an evacuation.
Because of its design, LVL wood is free of warps and splits. The lumber is not likely to warp or shrink from exposure to the elements. Also, it will not rot either, however, both of these benefits require adequate storing conditions.
Finally, LVL serves as carbon storage with 1 metre cubed of the material holding the equivalent of 789kg of carbon dioxide. This makes laminated veneer a green alternative beyond the sustainable plantations it originates from.
Disadvantages
Unfortunately, even the best products have some downsides, whether in production or use. Despite its quality finish, the timber will warp if not stored correctly. In addition, manufacturing and distributing laminated veneer lumber at such low costs & prices requires a large amount of capital. Subsequently, producing stock in areas without such high demand like here in Australia is not as practical.
But That’s Not All
If you have further questions about laminated veneer lumber, feel free to view our range, or, visit Australia Scaffolding & Formwork!
